Je vient de terminer mon anneling automatique a puissanse variable.
Il fonctionne a merveille pour tout genre de douille et épaisseur de neck , sois pour les plus épais ou les plus mince demandant moin de chaleur
1-3-4-5-
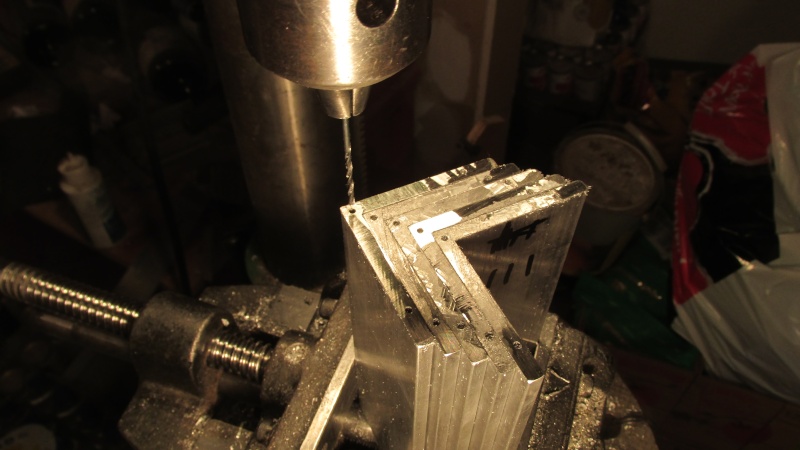
Découpe du plateau barillet a 15 compartiments pour douilles




8= comme ont peut voir j,ai garder temporairement une partie d'alluminium a droite du barillet
dans le but de tracer le deuxième pivot du mécanisme moteur , voir sur la photo suivante

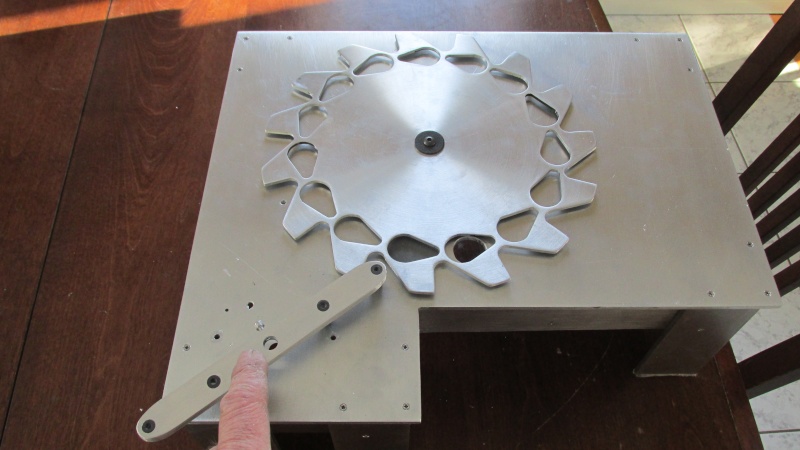
9= Comme je disais derrière ont peut voir a quoi ser la partie d,alluminium ( rebut ) conserver temporairement
qui ma servi a trouver exactement l,enplacement du pivot du moteur

10 = Ici ont le voi mieux

11=12=13 Rectifiage ,( touning tyming ) de chaque dent de plus ou moin 20 milième de facon que chaque douille
arrive et se stop a 100% au même endroit devant les 2 chalumeaux dans le but que le métal de chaque douille
sois clauner apres la cuison ( ai tous la même dureté
,(( ni trop mou)) ni trop dur )



1= découpe des pattes et du caison

2=percage et filetage des mini visses 2-56 en stenles et le tap est délicas étan fragile a cassé
1= assemblage du caison percer et fileté .Alors en tout plus de 50 visses 2-56 en stenless

2= A gauche bras ( tige ) d,entrainement a 2 dents ( pivot ) pour un tyming de 7.5 seconde a chaque arret
3=Toujours a gauche bras (mais cette foi ci tiges a 3 palmes still éolienne ) mais a 3 dents pour un tyming idéal de 4.5 secondes pour un feu modéré
pour épaisseur de neck de 13 milième

4 = Les 6 poteaux noir donc les 3 a l,extérieur sont les dents d,engrenage et proviennent de 6 encoches d,arbalète
étant un plastique durcit et les 3 poteaux noir a l,intérieur serve de bearing (cousinet ) en contact sur le plateau

5= même

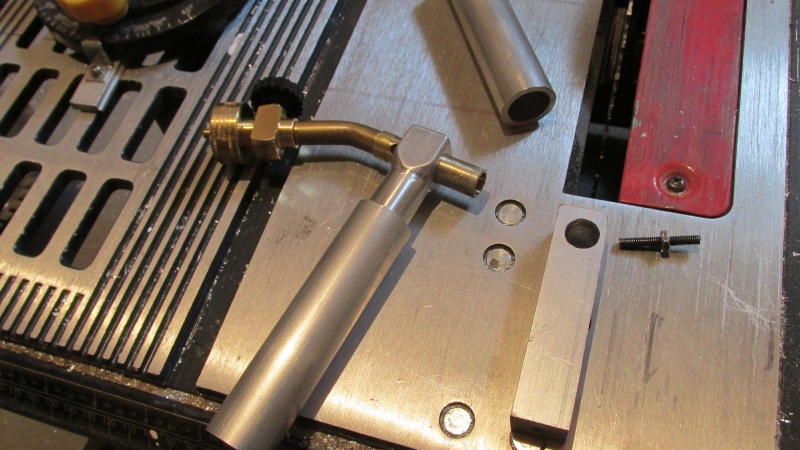
6= Machinage des pièces au banc de scie afin de soutenir les 2 chalumeaux .
Ce concept permettra 4 ajustement axial des chalumeaux

7= première pièce presque terminé donc le trou dans le tuyau est gaiche fit en raport a son bras articulé
et le trou pour la buse du chalumeaux est presse fit

9= Première pièce terminé ébaucher au banc de scie et fini a la perceuse avec limes et sabler
il ne reste que les trous a percer pour les visses d,arret 8x32 en stenless

10= comme ont peut voir les trous des chalumeaux sont décentrer de facon a permettre d'avoir plus épais de métal
pour faire les filets avec tap 8x32

11=
13=
J,ai fait un tiroir donc le fond est fait de matière souple de facon a ne pas poquer les necks encore chaud 


15= Suite au première essai de différente duretée
en passant volontairement de mauvaise duretée étant trop molle étant surchauferet a insifisante étant trop dur et l,idéal que j,ai trouver ces 4.5 seconde a feu moyen avec tempilaque 475 degrés
juste en bas de l,épaule et les chalumaux ni touche pas ces a dir je pointe les 2 chalumaux avec environt 5 degrés
vers le haut tout en pointant la flames au milieux de l,épaule vers le haut et a égalité de la sorti du neck a feu moyen pour 4.5 secondes
et pourquoi 4.5 sec bien ces le bras a 3 palmes qui donne ce tyming temps d'arret
et si je revient a cette photo , alors comme ont peut voir sur les 2 neck bosselé volontairement des 2 dernière douilles a droite a leur sortie des chalumeaux
j,ai testé leur dureté par écrasement comparé aux neck des douilles lapua apres le premier fire forming 
et mon appareil costum me permet de faire 600 claunes a l,heure au cout total d,alluminium , vis stenless
encoche d'arbalète et moteur pour la somme de 50 $ et 25 heures de travaux et une heure de conception
le tout fait artisanal encestraux sans aucune outils des machinistes des chop moderne n'étant ni machiniste sauf un retraiter de la construction multipe
parconte il y aura des dépences aditionnel ces a dir il faut que je me trouve des fiting et adapteur de brass
et boyaux flexible pour propane de facon a déplacer les 2 bonbonnes de propane de facon a les avoir paralel et compact
Alors d,ici quelque jours je vous placerez un vidéo de facon a voir l,apareil en fonction avec tempilaque 475 degrés
juste en bas de l,épaule avec des images vidéo en macro par boute .
Et Tout ce qui me reste ces de me trouver du tempilaque autour de 625 degrés diect sous les flames au neck
de facon a tester les 2 tempilaque en même temps simultanément de facon a ne pas scrapper
les tout première vrai douilles qui va en ressortir
((( trop recuit ))) ... 

Et les aventages des apareilles rotatif automatique
bien pas de netoyage de tempilaque apres chaque douilles ces a dir 2 ou 3 douilles avec tempilaque
comme départ et ces partit tant qu,il en a et tous recuit identique , des claune a 100%
Et merci au sympatique et gentlement New Shoter pour m,avoir fait parvenir le tempilaque 475 degrés